 13034552599
13034552599



电 话:0530-8508508
手 机:13034552599
微 信:13034552599
邮 箱:13034552599@qq.com
厂 址:山东省巨野中小企业孵化园

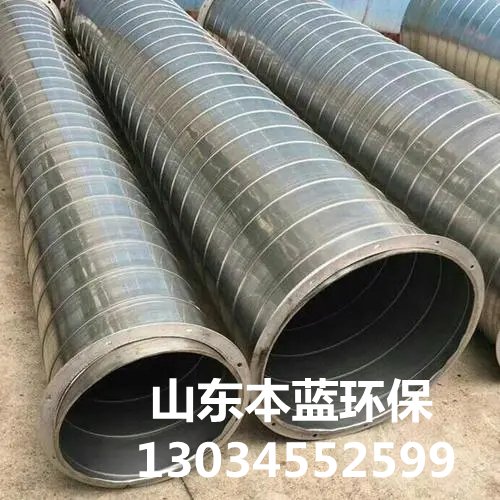
及时对螺旋风管进行焊后整理
浏览: |
2022-03-03 14:49
及时对螺旋风管进行焊后整理
螺旋风管怎样展开焊接?有什么规则?螺旋风管包含三一部分內容,为焊接前提前准备、焊接技术规范和焊后铲除,期待根据接下来的详细介绍,能使***家对螺旋风管的焊接有必定的把握,主要内容如下所示。
螺旋风管根据板厚方法,选用机械加工制造、低温等离子孤激光切割或碳弧气刨等措施开料出产加工坡口,为了防止螺旋风管溅起金属材料损害,在使用碳弧气刨和开坡口和手艺制造电孤焊接时,应在坡口两边涂上生石灰粉。螺旋风管坡口方法宜选用V形坡口,要选用较小的焊接电流量,那样能够防止不锈钢板造成晶间腐蚀。
为了更***地达到连接头具有相同的***性,应遵从“等成份”规范来挑选焊接原材料,与此同时要留意螺旋风管连接头中的金相组织不能够过多,那样是为了更***地提高连接头耐热裂缝和晶间腐蚀工作能力。螺旋风管)应选用严苛的螺旋风管定位焊,遵从“短而厚”、“焊接不满焊”的规范。
焊接技术规范螺旋风管手艺电弧焊时电焊机应选用直流电接反,氩弧焊机时要选用直流电正接。螺旋风管在焊接前,应将焊条用不锈钢线清掉外表的氧化皮,而且用甲苯整理,随后展开烘干处理,随用随时使用。
螺旋风管内搭焊时焊接薄厚应尽或许薄,那样有利于与根处焊接螺旋风管***;螺旋风管收弧时要成缓坡形,若有收弧缩松,螺旋风管运用角向磨光机磨去。务必在坡口内引弧熄弧,熄弧时应铺满弧坑,防止弧坑裂缝。螺旋风管为了防止渗碳体进行分出敏化及晶间腐蚀,应严控固层溫度和焊后制冷速率,因而规则焊接时层间温控在60℃下列。
螺旋风管在焊接时尽或许使用氩弧焊机摇把技术性,该技术功能不错的操纵焊层外表色调及其成型,焊接实际效果较为理想化。螺旋风管在出产加工中,一般只规则对焊接展开整理,但***是整体展开整理,由于螺旋风管制做竣工后不了漆料,不锈钢板是灰白色的,螺旋风管如果不维护***,外表非常容易搞脏,会影响到整体的美观***方,而且整理的成本费都不高。
